
May 06,2026

Apr 29,2026
Apr 22,2026
Apr 15,2026
Oct 09,2025
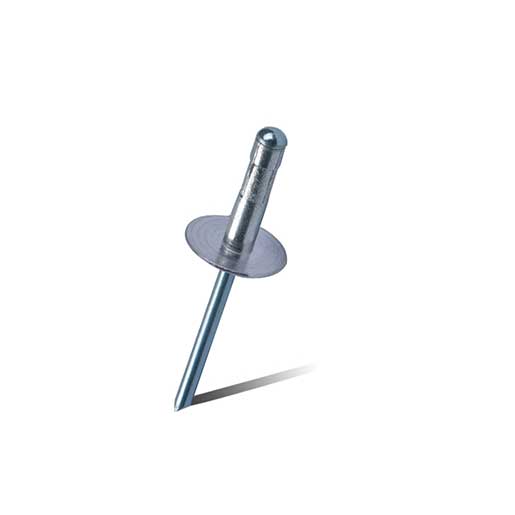
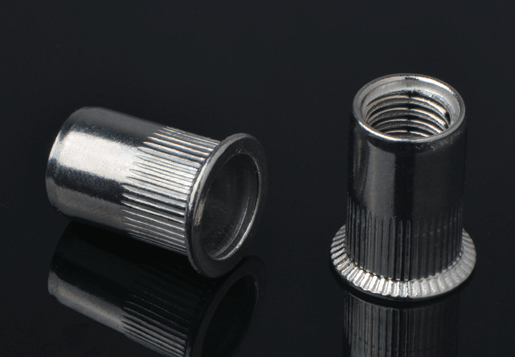
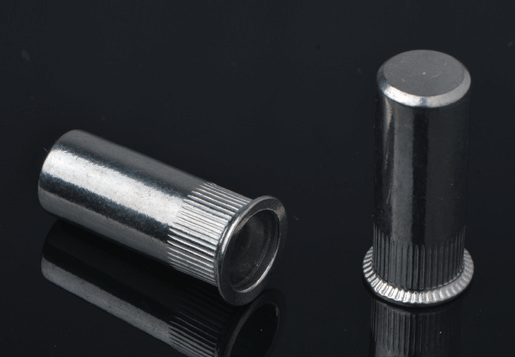
適切なものを選択してインストールする 溶接スタッド 強力で信頼性が高く、耐久性のある接合部を作成するために重要です。これらの特殊なファスナーは、自動車、建設、製造などのさまざまな業界に不可欠です。このガイドでは、適切なスタッド溶接ファスナーを選択するための主要な考慮事項を説明し、確実に成功するための取り付けプロセスの段階的な概要を説明します。
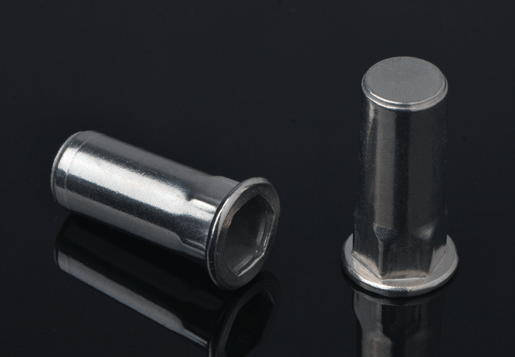
溶接スタッド 、としても知られています スタッド溶接ファスナー または 溶接スタッド は、ワークピースに永久的に溶接されるように設計されたネジ付きまたはネジなしの金属ピンです。あらかじめ開けられた穴が必要な従来のネジやボルトとは異なり、溶接スタッドは平らな面に直接取り付けられるため、堅牢で漏れがなく、見た目にもきれいな接続が得られます。
スタッド溶接には主に 2 つの方法があります。
アーク溶接 (描画アーク): この方法は、より大きな直径のスタッド (通常は 1/4 インチまたは 6 mm 以上) を厚い母材に溶接するために使用されます。これには、スタッドとワークピースの間に高エネルギーの電気アークを生成し、両方の表面を溶かして強固な結合を形成することが含まれます。このプロセスは、過酷な用途に非常に効果的です。
コンデンサ放電 (CD) 溶接: CD 溶接は、より小さなスタッド (最大 3/8 インチまたは 10 mm) およびより薄い材料に最適で、コンデンサ バンクからの急速な大電流放電を使用します。溶接はミリ秒単位で行われるため、ワークピースの裏側の熱歪みや変色が最小限に抑えられます。そのため、装飾パネルや薄板金属など、見た目が重要な用途に最適です。
正しいものを選択する スタッドファスナー これは最初で最も重要なステップです。スタッドと用途の間の不一致は、溶接の失敗やコンポーネントへの潜在的な損傷につながる可能性があります。次の要因を考慮してください。
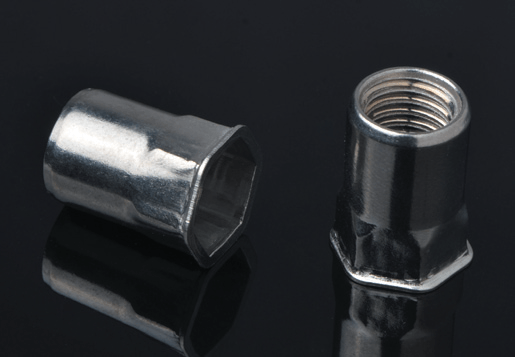
材質の互換性: スタッドの材質はワークピースの母材と適合する必要があります。一般的な材料 スタッド溶接ファスナー 低炭素鋼、ステンレス鋼、アルミニウム、真鍮などがあります。たとえば、アルミニウム板にステンレス鋼のスタッドを使用すると、融点や冶金的特性の違いにより、強力な溶接が行われない可能性があります。
ねじ山のピッチと直径: 最終アセンブリの特定の要件に基づいて、ねじのサイズ (例: M6、1/4-20) と長さを選択します。スタッドの直径によって溶接の「たまり」のサイズが決まり、それによって必要な溶接機器と現在の設定が決まります。
申請要件: ジョイントには高いせん断力、張力、またはトルクがかかりますか?腐食性の環境にありませんか?用途によって、必要な引張強度、耐食性、全体的な耐久性が決まります。 スタッド溶接 繋がり。
溶接方法: 前述したように、選択した溶接方法 (描画アークまたは CD) は、使用できるスタッドのタイプに直接影響します。スタッドが、使用する予定の特定の溶接プロセス向けに設計されていることを確認してください。
適切なものを選択したら スタッドファスナー 、インストールを成功させるには、次の手順に従います。
1. ワークとスタッドを準備する
清潔さが鍵です: ワークピースとスタッドの両方の溶接面には、塗料、油、錆、その他の汚染物質があってはなりません。きれいな表面により、強力で均一な溶接が保証されます。
適切な接地: 溶接装置はワークピースに適切に接地する必要があります。アース接続が不十分だと、アークが不安定になり、溶接が弱くなる可能性があります。

2. 溶接装置の設定
パラメータを設定します。 スタッド製造元の推奨事項と使用するスタッドの直径に従って、溶接電流、時間、その他のパラメータを調整します。これらの設定は、正しい溶接「ナゲット」を実現し、薄い材料での吹き抜けを防ぐために非常に重要です。
チャックとコレットを確認します。 スタッド ホルダー (コレットまたはチャック) がスタッドに対して正しいサイズであり、破片がないことを確認してください。チャックが緩んでいたり汚れていると、スタッドの位置がずれたり、正しく溶接されなかったりする可能性があります。
3. スタッドの位置を決めます
場所をマークします。 目的の位置を正確にマークします。 溶接スタッド ワーク上で。複数のスタッドを取り付ける場合は、テンプレートまたは治具を使用して、一貫した配置を確保します。
しっかりと握ってください: スタッドをホルダーに置き、ワークピースに対して垂直に配置します。良好な接触を確保するために、軽く一定の圧力を加えます。
4. 溶接を実行します。
溶接サイクルを開始します。 溶接ガンを引き金を引きます。この装置は、事前にプログラムされた溶接サイクルを自動的に実行し、スタッド ベースとワークピースの間に融合を形成します。
溶接を確認します。 溶接後、スタッドの根元を目視検査します。溶接が成功すると、全周にわたってきれいで均一な溶接「フィレット」または「フラッシュ」が生じます。溶接が弱い場合は、部分的なフィレットが表示される場合があり、接続が不十分であることを示しています。より堅牢なテストを行うには、スタッドをハンマーで軽くたたき、しっかりと固定されていることを確認します。
5. 最終組み立て
冷却してください: させてください ファスナースタッド 自然に冷めます。溶接部が脆くなる可能性があるため、水で急速に冷却しないでください。
完全な組み立て: スタッドが冷却されると、コンポーネントをナットで取り付ける場合でも、別の部品を取り付ける場合でも、最終組み立ての準備が整います。
これらのガイドラインに従って選択してインストールすると、 溶接スタッド fasteners を使用すると、アセンブリの完全性と信頼性を確保でき、製品が長期にわたって安全に使用できるようになります。
Copyright © Steady Industrial Fasteners Co.、Ltd。 All Rights Reserved


 en
en 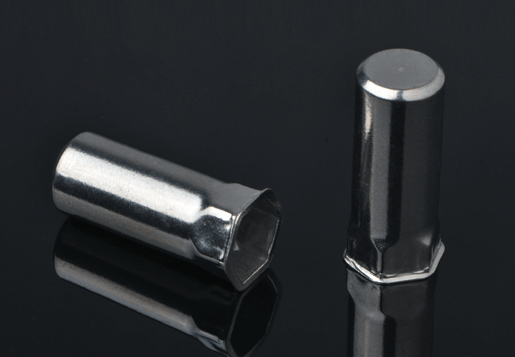



 +(86)-133 8863 9264
+(86)-133 8863 9264





")
")
")
