
May 06,2026

Apr 29,2026
Apr 22,2026
Apr 15,2026
Jul 01,2025
自己密接なファスナー 薄い板金に強力で永続的な糸を作成するための製造およびエンジニアリングで人気のある選択肢です。従来のナットやボルトとは異なり、パネルの片側でフラッシュ仕上げを提供し、スペースが制限されているか、きれいな美学が必要なアプリケーションに最適です。適切なインストールは、意図したパフォーマンスを確保するために重要であり、このガイドではプロセスを段階的に説明します。
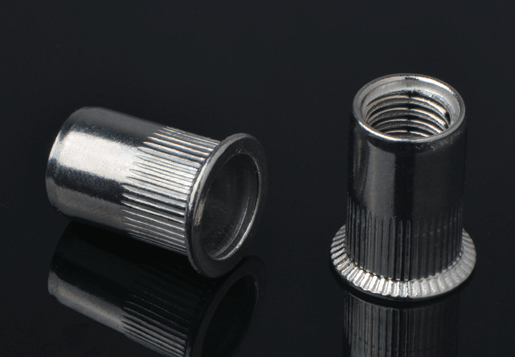
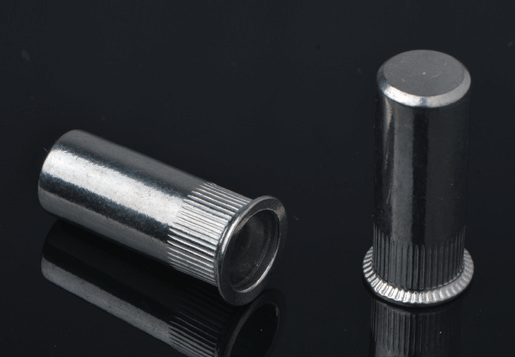
しばしば「クリンチナット」、「クリンチスタッド」、または「スタンドオフ」と呼ばれる自己密接なファスナーは、延性シートメタルに押し込まれるように特別に設計されています。それらは、宿主材料を置き換えるナーレルまたは鋸歯状のシャンクを特徴とし、それがファスナーのシャンクに特別に設計された環状溝に流れます。この機械的なインターロックは、回転とプッシュアウト力に抵抗する高強度で永続的な付着を作成します。
始める前に、仕事に適したツールを持っていることを確認してください。誤ったツールを使用すると、ファスナー、シートメタル、またはその両方に損傷を与える可能性があります。
プレス: 油圧、空気圧、または機械的なプレスは、設置に最も効果的で信頼できるツールです。これにより、ファスナーを正しく設定するために必要な制御された垂直の力が提供されます。
アンビルとパンチ: これらは、プレスで使用されるダイコンポーネントです。アンビルは板金をサポートし、パンチはファスナーに力を適用します。 AnvilおよびPunchキットは、多くの場合、ファスナーメーカーから入手できます。
板金: ファスナーがインストールされるワークピース。
事前にパンチされた穴: ファスナーの仕様に応じて正確にサイズの板金の穴。
セーフティギア: セーフティグラスと手袋を常にお勧めします。
これらの手順に従って、毎回インストールを成功させてください。
設置の品質は、シートメタルの準備から始まります。
穴をパンチまたはドリルする: パンチプレスまたはドリルを使用して、板金に穴を開けます。穴のサイズは重要な次元です。ファスナーメーカーによって指定された許容範囲内でなければなりません。大きすぎる穴では、材料が適切に流れることができず、設置が弱くなります。小さすぎる穴は、ファスナーまたは板金の変形につながる可能性があります。
穴を開ける: パンチまたは掘削した後、穴からバリを取り外します。バリは、ファスナーがフラッシュの座席を防ぐことができ、材料の流れを妨げる可能性があります。エッジをきれいにするために、討論ツールまたはcountersinkビットを使用します。
アンビルを置きます: anvilをプレスベッドに置きます。清潔で破片がないことを確認してください。
ファスナーを配置します: ファスナーを穴に入れます。ファスナーは、パンチに面したクリンチシャンクを使用して正しく方向付けている必要があります。スタッドとスタンドオフの場合、ファスナーのヘッドはアンビルと接触する必要があります。ナッツの場合、ナウルされたシャンクは穴にある必要があり、六角形または丸いボディはあなたが取り組んでいる板金の側面にあるはずです。
パンチを調整します: ファスナーの上部と整列するまでパンチを下げます。パンチは、表面全体に圧力をかけるフラットなツールである必要があります。
これが最も重要なステップです。力は制御された垂直方向に適用する必要があります。
力を適用する: 報道機関にゆっくりと着実に圧力をかけます。ファスナーのシャンクがシートメタルを置換し始めると、あなたは抵抗を感じるでしょう。
フラッシュするまで押します: ファスナーの頭がシートメタルの表面と完全に洗い流されるまで、力を加え続けます。ハスナーが頭が洗い流され、板金材料が環状溝に目に見えるように置き換えられているときに、ファスナーが適切に設定されていることがわかります。
圧迫を避ける: ファスナーを過度に発射しないでください。圧迫すると、板金が膨らんだりゆがめたりする可能性があり、関節が弱くなる可能性があります。ファスナーがフラッシュすると、インストールが完了します。
インストール後、ファスナーが安全であることを確認するために、クイックチェックを実行します。
目視検査: 取り付けられたファスナーを視覚的に検査します。頭は板金で洗い流す必要があります。
回転を確認してください: ファスナーを手で回転させてみてください。適切に取り付けられたファスナーは回転しません。
プッシュアウトを確認してください: 穏やかなプッシュアウトテストを提供して、それがしっかりとクリンチされていることを確認してください。
フラッシュされないファスナー: これは通常、設置力が不十分であることによって引き起こされます。ファスナーが完全に着席するまで、プレスからの圧力を上げます。
板金の膨らみまたは歪み: これは圧迫の兆候です。設置力を減らします。
ファスナースピン: 穴のサイズが大きすぎる可能性が高いか、材料が硬すぎます。正しい穴のサイズと材料硬度の範囲については、メーカーの仕様を確認してください。
ひび割れた板金: 穴のサイズが小さすぎるか、材料がクリンチするには脆すぎる場合があります。板金が延性材料であることを確認してください。
物質的な硬度: 自己密接なファスナーは、特定の硬度範囲(通常はロックウェルB 80以下)の材料で使用するように設計されています。硬い材料でそれらを使用すると、留め具が変形したり、板金が割れたりする可能性があります。
シートの厚さ: 各ファスナーは、特定の最小シートの厚さに合わせて設計されています。薄い材料でそれを使用しても、適切な材料の流れはできず、クリンチが弱くなります。
ホールエッジ距離: 穴の中心からパネルの端または別の穴までの距離は、板金が割れたり変形したりするのを防ぐのに十分でなければなりません。
適切なアンビルとパンチの選択: インストールしている特定のファスナーには、メーカーの推奨されるアンビルとパンチを使用してください。
これらの専門的なガイドラインに従って、セルフクリンチングファスナーの成功して信頼できるインストールを確保し、プロジェクトに強力で耐久性のあるアセンブリを作成できます。

Copyright © Steady Industrial Fasteners Co.、Ltd。 All Rights Reserved


 en
en 



 +(86)-133 8863 9264
+(86)-133 8863 9264





")
")
")
